
11月17日(周四)下午,《包装人商学院》携手苏州普玛克节能科技有限公司、OMP、广东佛斯伯智能设备有限公司、江苏新冠亿科技有限公司联合举办在线研讨会“智能工厂与先进制造”。
截至目前,观看人数1062,观看次数1893次,人均观看时长29分钟。
以下是本次直播内容概要:
11月17日(周四)下午,《包装人商学院》携手苏州普玛克节能科技有限公司、OMP、广东佛斯伯智能设备有限公司、江苏新冠亿科技有限公司联合举办在线研讨会“智能工厂与先进制造”。
截至目前,观看人数1062,观看次数1893次,人均观看时长29分钟。
以下是本次直播内容概要:

扫描下方二维码观看直播回放

访问以下链接,即可观看直播回放:
https://live.vhall.com/v3/lives/watch/198251630
苏州普玛克节能科技有限公司董事总经理
何宏声先生

颠覆传统经营模式-品质、效率、技术成本、管理,打造企业数位经营优势!

这波新的工业革命开始之后,工业转型的呼声越来越高,面对信息技术、工业技术的两大革新浪潮,其实是才开始的大国战争。美国提出先进制造业回流计划;德国提出工业4.0战略;中国加紧推进两化深度融合,透过智能化跟数位化进一步协助制造业进行更好的发展,这也是中国制造2025战略。
在这样的情况下,包装行业里面对智能工厂的浪潮来的时候,大家做一个什么样的准备?

如何去实现智能化?
制造企业在车间执行层的所有的生产信息管理,在MES里得到充分的交换。

包装行业智能工厂的整体模式
目前的包装工厂离智能工厂之间有哪些障碍?
智能型加工设备- 覆盖率低:也许你上了一条很先进的瓦线或者一条很先进的印刷机,但中间串联的物理或者印刷机之后的零件,或者是在最后入库之后的智能仓储这一块进行的是不连贯。以至于智能装备覆盖率不高。
深加工最终环节- 多数依靠手工:由人工跟手工去完成,如果没有特殊的去设计智能工厂的一些环节,不容易得到信息化,没有办法信息化就没办法进行处理,没有信息化就无法智能化,所以在工厂管理的过程中,如果讯息取得进行采集数据化的过程不顺利,公司的智能化植入就会很坎坷。
产品质检过程 - 缺乏科技手段
信息化建设存在断层-车间管理成为黑匣子
生产系统相关环节不联通–形成信息“孤岛”
建设智能包装工厂的十个核心要素
1、智能厂房设计规划
2、产线规划及设备联网
3、智能装备的应用
4、数据的采集和管理
5、工厂智能物流
6、生产质量管理
7、智能设备管理
8、MES制造执行系统应用
9、无纸化生产管理
10、生产监控及指挥系统
要建构1个智能化的工厂,该怎么做?其实这10个步骤可以让大家开始独立的去思考工厂是不是有智能化的技术。
迎接科技进步,箱板纸企业需要建立哪些战略储备优势
1、摆脱人为操作,避免经营不确定因素 ~技术、管理
2、智能系统内建专业的工艺控制算法*~ 技术、技术
3、所有的工艺控制必须随航同步联动~ 成本、技术
4、根据订单条件及备纸情况随航自适应调节车速~ 效率、成本
5、在线检测、随航智能调平纸板,减少弯曲情况~ 品质、技术
6、远程监控及支援,彻底发挥高效生产优势~ 效率、成本、品质
7、告别人治,进入数位化可视管理时代~ 管理
在新时代科技出来之后,再用旧时代的科技进行强烈的抗争是抗争不过的,所以在这个时候就要去接受智能化的浪潮,接下来有请:OMP亚太区副总裁Sebastien Aubrey先生带来在剧烈变化的环境中,如何保持工厂高效运行以及浙江大胜达面对外部环境的剧烈变化,如何优化生产计划并高效运行。
OMP亚太区副总裁
Sebastien Aubrey先生

在剧烈变化的环境中,如何保持工厂高效运行

OMP是一家来自欧洲比利时的公司,在85年成立的,在软件的行业是历史悠久公司。OMP拥有三大特地:在行业方面会做得非常深入、专业,限制覆盖的市场;造纸和包装是我们从80年代开始的行业,所以我们在包装行业已经有30多年的历史,对客户服务是非常的重视,会先考虑服务的质量;在供应链管理里面OMP只做计划软件。

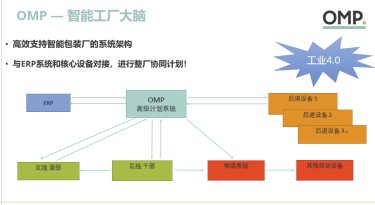
OMP包装行业解决方案

OMP不仅可以帮助您优化库存和生产,还可以帮助您向客户分销。这通常是为您的公司在同一地区的工厂集群中完成的,从而创建一个“虚拟工厂”。这有助于提高客户服务水平和公司的整体利润率。
浙江大胜达面对外部环境的剧烈变化,如何优化生产计划并高效运行。
相信大家都非常清楚,在包装行业在运营过程中会遇到什么问题,大胜达不例外。即使大胜达运用的设备以及技术在行业里属于领先的范围,可在实际运营过程中还是不可避免遇上些问题。
除了通常能看到的硬件之外,实际上非常重要的是软件层面上。怎么能够把这些关联起来更好的去运营,OMP正在其中起到作用。
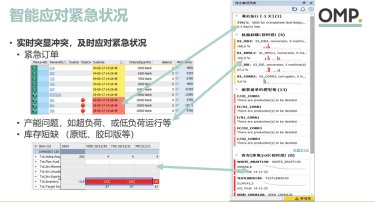
大胜达供应链计划挑战
•紧急情况处理困难
–紧急订单、缺料、机器故障等不断打乱生产计划
•缺少可视性
–产品种类多,难以管理
–车间与计划部门实时通信困难
–工厂信息集成困难
•原纸损耗大,产能损失高
–难以实现全局成本最优
那怎样能够减少我的原纸的损耗以及怎样提高产能利用率?OMP在大胜达实施了以下几点解决方案。
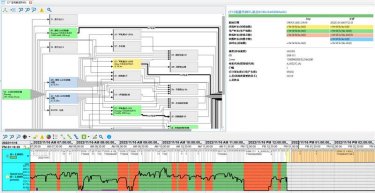
增强可视性— 生产执行
•各机台负载可视化,并实现智能调拨分配
•统一、集成的系统,确保车间数据与计划排程模块实时同步更新
•瓦线(干部、湿部)链接
•后道设备链接
•物流系统链接
•油墨工作站链接
•堆码设备链接
平衡原纸损耗及产能损失
•全局成本优化,平衡损耗最小化和机器效率最大化
•以全局成本最优为目标
•考虑主要成本要素 (原纸、产能、其他)
•模拟各种机器限制(压线、纵切刀、特殊生产工艺等)
•自动建议优化(如代纸、工艺优化等)
智能应对紧急状况
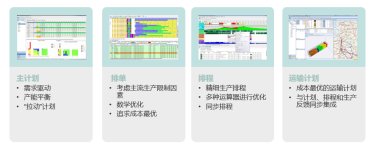
支持多种计划维度
以上就是OMP面对大胜达供应链计划挑战,给出的一些核心计划。
一套整合的系统,提升供应链可视性,支持负责业务逻辑建模,有效减少运维开支。
广东佛斯伯智能设备有限公司区域销售经理
张晓磊先生

佛斯伯工业4.0智能生产系统提升瓦线生产效能。
目前市场上瓦线的部分痛点:
现在一般跟客户交流的时候,单个订单的生产成本是比较难以记录核算,很多厂家的成本还是以单次为单位。
设备的维护基本是事后的维修,而不是事前预防。导致综合效率一个下降,也是瓦线比较看重的研发方向。
生产管理,还是要依靠个人的经验,有相关经验人的流失在行业是不可避免的,会造成一个管理的风险。
设备的综合使用效率统计困难,没有横向对比数据。

关于工业策略的几个阶段

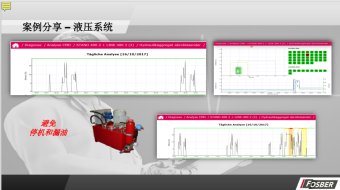

瓦线预防和预测诊断

安全认证的工业4.0连接
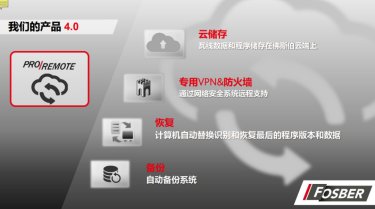
工业4.0售后

专业团队“呵护您”;Overlapping during commissioning交付交叉:确保项目持续;持续改进:持续学习改进瓦线性能;固定KPI:监测、分析和生产关键的统计报告;现场培训:在客户工厂举行专门的培训;内部培训:在佛斯伯总部举行专门的培训;定制培训:构建您自己的定制解决方案;3D培训:在机器上进行交互式3D视频培训;技术研讨会:学术课题需求;多语言支持:内部主管和专家团队;佛斯伯维护服务:特定的服务包模块;本地卫星服务中心:世界范围的协助;按需服务:根据客户需求。
江苏新冠亿科技有限公司总经理
郁平先生

物流系统的智能互联,驱动数字化工厂,带动更高效的管理
传统包装工厂现状
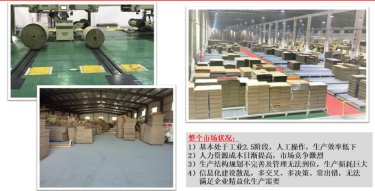
整个市场状况:
1)基本处于工业2.5阶段,人工操作,生产效率低下
2)人力资源成本日渐提高,市场竞争激烈
3)生产结构规划不完善及管理无法到位,生产损耗巨大
4)信息化建设散乱,多交叉、多决策、常出错,无法满足企业精益化生产需要
有些工厂已经配置了5公里的物流,对管理也有提升,但是自动化程度还是比较低的,还是需要大量人员在现场,现场的数据化就比较低。靠每个单子来传送各个资料信息无法跟市场竞争。
智能工厂
通过信息技术与制造业的深度融合,将工厂内生产资源、生产要素、生产工艺、生产制造、管理等各环节高度协同,实现以订单为导向、以数据为驱动的自动化、智能化生产模式的现代工厂。
基于:
工厂设备的高度自动化
设备的自动化越高,消除了人为干预因数,获取设备的信息就越准确,为工厂系统分析运营提供了真实依据
工厂信息的数字化
即时正确地采集生产线数据,清楚掌握产销数据、生产设备利用率、资源情况、库存数据、工厂运行效率等,让所有数据最终汇总在一起,实现数字化管理
万物的互联
各单元、各工序、各部门、各工厂的大互联,形成了大数据中心,为公司分析、决策管理提供可靠保准
智能物流输送系统在智能工厂的应用
瓦楞纸板包装工厂在智能化工厂规划时,会采用高车速、高产能的智能瓦楞纸板生产线,同时配套了各种自动化的辅助设备,如智能锅炉控制系统、制胶系统、温控系统、废纸处理系统等,生产现场配置了高级计划排程系统,如OPM,最终由公司ERP分析和计算运营成本和效率。
智能物流输送系统
作为输送部分,连接着各主体设备,按照生产计划排程,为各主体设备提供准确、及时的物料,同时将物流中的所有数据返回给高级计划排程系统和ERP。用户通过电脑或手机终端,第一时间就能了解到工厂车间的实时状况,原纸的库存信息、原纸的进出库数据、订单生产过程、纸板库存容量、各印刷机台当前生产的订单进度、纸板或纸箱成品的库存量。

原纸仓是每个企业管理者非常重视的一个位置,原纸占比85%以上。在自动化领域,让每个原纸拥有身份,通过立库的系统做到原子的先进先出,最终实现了原纸仓一个数据化管理。


整个自动化已经成型,如何把数据化展现出来,就需要数字化中心。让大家看到整个工厂的整体的运行效率。

物流智能化系统:无人化系统同时让各个主机设备的快速反应的基础,提高了工厂的生产效率,减少了损耗,提升了工厂的管理,让生产变成拉动。
智能物流输送系统给智能工厂带来的影响:
智能物流输送系统为物料的搬运实现了无人化运行,是各主体设备间的快速反应的基础,也提高了工厂的生产效率、减少损耗、提升了工厂的管理,让生产变成拉动式。
展望未来工厂:
通过智能装备、大数据、万物互联,来重新定义客户体验,让工厂做到数据共享,数字办公。
分享结束后,直播间进行了问答环节,主持人与各位嘉宾解答了观众们提出的各种技术问题,大家讨论热烈,收获颇丰。
何宏声先生:FOSBER系统在国内外的应用上面有什么样的不同?
张晓磊先生:FOSBER系统是在国外装是比较多的,国内是有一些企业在应用,后期会在国内也是这么推广,这也是我们认可的工业4.0完整的趋势,
观众:互联网+要如何结合?
Sebastien Aubrey先生&何宏声先生:使用互联网+以后不需要在生产线边上,哪怕负责人在国外如果生产线有一些异常,可以通过互联网+直接调整场内的生产状况。
何宏声先生:新冠亿的下一步是什么,能够把我们物流做到更人性化吗?
郁平先生:中国市场对物质的需求往更高端的发展促使物流也往更高端发展。中国的整个经济的发展决定了我们在物流会向更加高端的发展。
观众:相信智能化生产肯定能减少用工,但对单个工人的素质水平肯定提出了更高要求,以后人才的招聘和保留会不会是个挑战?
郁平先生:使用的工人的确少了,但不代表工人会减少很多,只是要求文化素养程度高一点,原先很多人要干的工作,现在只需要一个人来负责运营维护的系统,智能化不是无人化,智能化里面还是需要的工人,只是比例会相应的减少。
何宏声先生:因为需要操作很精密的设备,关键的人员可以保留,因为他必须要控制整个的系统,但大部分的人员其实要求已经降低了,基本上就是做基础的工作。